它在皮鞋、布鞋、运动鞋、塑料鞋生产中都有应用。第二种、硫化鞋工艺:是将外底、沿条和外包头等生胶片与鞋帮粘合后,在硫化罐中加热加压而硫化成型的工艺方法。该工艺的外底分无模(压延)成型和有模成型。PVC鞋底成型机

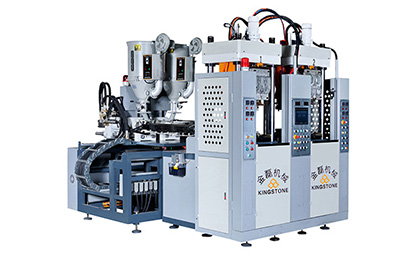
全自动圆盘式塑胶类射出成型机因转盘是圆形而得名,简称圆盘机(鞋底机)。在圆盘上等分了若干等份。如TY-322被等分成了24个模位。若主机和副机都没有检测到有效模位时,并且主机和副机都处于开模状时,PLC或单片机发出指令,圆盘由主机提供压力,进行高速旋转。系统自动检测到有效模位,
按圆盘机的机型分,分为单色机和双色机、三色机等机型。其中单色机只有一台主机,与卧式注塑机类似。双色机有一台主机和一台副机组成。副机负责射胶、熔胶、上模、下模等动作,主机包含了副机的动作,且多了一个圆盘旋转的动作,实现模具的移动和定位。三色机有一台主机和两台副机组成。
因工艺相对粗糙、不易控制品质,通常只能生产低档产品。本机以电脑程序(单片机、PLC)控制,主、副机控制精确,操作简单,保养容易。圆盘机与传统的卧式注塑机的比较.液压马达
卧式注塑机和圆盘机的油泵都是定量泵。注塑过程中,油泵压力高低变化频繁,其中低压维持过程的传统处理方式是通过比例阀泄压,而电机一直在工频下全速运行。电能浪费非常严重。
大转盘一直旋转至下一有效模位。卧式注塑机只要有锁模或开模信号,就会执行相关动作。压力调整方式,卧式注塑机和圆盘机的压力调整方式都是压力比例控制方式,但圆盘机(模具较多)各模射料压力可以通过控制面板进行独立设定,适用于不同射出量的产品制造。卧式注塑机生产每一产品,相关参数均一致。
。而在一压行程末,同样压下行程开关,机器的两心油缸、五心油缸和二次压一起动作,完成压著。在电器控制面板上的两计时器设定计时到达后,所有机构将恢复原位。操作者可以方便的取出鞋子。再次踏下脚踏开关,机器将继续循环工作。机针和缝线的选择,根据缝纫的性质和工作要求而定。缝制较厚料时不宜选用过细的机针,以防咬线的断针。PVC鞋底成型机
圆盘机工作原理,圆盘机的注塑过程中的锁模、射料、熔胶、开模、圆盘快慢速等各个动作,对速度、压力的要求都不一样,它们由控制面板上的比例值设定,如:P1设定关模压、P2设定射料一次压、P3设定射料二次压、P4设定进料压。当圆盘机的流量压力需求发生变化时,

下一篇: 佛山TPU鞋底机多少钱
上一篇: 广州鞋底机销售










