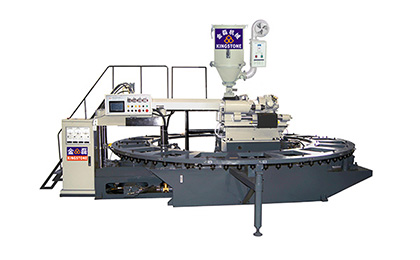
自动运行时,各模位选用完成,进料量压力、时间都设定完成且料管温度加热已到达后,将主机油泵启动,将手动、自动开锁切换至自动位置,TPR鞋底机
圆盘进行减速后精确定位。冷却方式,传统的卧式注塑机有“冷却时间”这个概念,模具上安装了冷却水循环,目的是保护模具和产品的冷却。圆盘机则不同,它没有冷却水循环系统,因为产品成型后,圆盘机本身的转盘有一段时间处于旋转状态或待机状态,另外机器上有安装几台冷却风机的方式,模具和产品进行冷却。

一般需要冷粘流水线加工(家庭作坊除外),冷粘的鞋底一般都由专门负责打鞋底的工厂提供,如果他们没有鞋底的模具,那需要另外开模,一般鞋底厂1w双以上免费开模。做法是帮面用塑料楦定型好后和鞋底用胶水粘在一起。优点:做工精细,TPR鞋底机

纵观市面上的注塑鞋,不难发现其中有些注塑鞋底周边会出现许多的毛边,出现这种情况大多是因为注塑鞋底在生产的过程中,合模的时候,由于摩擦力太大,导致模具在模架上产生移动,进而导致对位不准确而引起的。另外,一些质量不怎么好的注塑机也会出现毛边等情况。
做出的鞋子效果较好。缺点:日产量小,如何在一定的时间内、完成一定的数量? 鞋子的样式多数量少,其实不是企业的主要问题,问题是现在的工人太多,成本高, 制鞋流水线长,TPR鞋底机
圆盘机工作原理,圆盘机的注塑过程中的锁模、射料、熔胶、开模、圆盘快慢速等各个动作,对速度、压力的要求都不一样,它们由控制面板上的比例值设定,如:P1设定关模压、P2设定射料一次压、P3设定射料二次压、P4设定进料压。当圆盘机的流量压力需求发生变化时,